The world, and with it the sphere of individual mobility, is in a state of environmental, economic and social upheaval. Global developments such as climate change and dwindling resources are encouraging many people to act with greater social responsibility and aspire to a more aware and sustainable lifestyle.
The basic premises for individual mobility are changing.
The advancing greenhouse effect and finite resources have made it a key priority to reduce CO2 emissions significantly and quickly, to drive forward the switch from fossil fuels to renewable energy sources, and to increase the efficiency of all energy consumption. The governments of various countries have recognised this too and are responding with ambitious fleet legislation and the promotion of zero-emission vehicles.

In addition, growing urbanisation can be observed across the globe. Half of the world’s population already lives in cities and the numbers are rising daily. Cities are drawing in urban inhabitants like a magnet, resulting in more and more people living together in increasingly confined spaces. Along with the cities, the challenges are growing too: altered infrastructures, lack of space and environmental pollution demand new solutions for mobility.
Challenges for the future.
Mobility for the future requires a new balance between global requirements and individual needs. What is needed are new solutions for personal, and above all sustainable, mobility in urban areas. The BMW Group has recognised these needs and is developing a vehicle that opens up new possibilities in this area and can adapt to evolving customer requirements.
E-mobility opens up a future-proof perspective.
The BMW Group sees electric mobility as one possible way of meeting future demand for personal mobility. Here, one major advantage lies in zero local emissions. Since electromobility involves electric current rather than fuel being converted into propulsion, no climate-harming gases are created during the journey. If the energy to drive the vehicle is obtained from a renewable source, e.g. from wind or water power, e-mobility is climate-neutral and conserves natural resources. But electromobility is not just emission-free, it also offers a unique and exciting driving experience.
On the one hand electric vehicles move almost silently, and on the other the entire torque of the electric motor is available from a standing start. That makes the car extremely agile and provides a high fun factor.
The limits of e-mobility.
Electromobility is just at the beginning of its development, and consequently there is further innovation work yet to be done in certain areas. The greatest challenge is clearly the development of the energy storage device. Due to its specific properties with regard to energy density and weight, this is currently the limiting factor of e-mobility. Up to now a battery has only been able to store a limited amount of energy as the energy density of the cell complex is comparatively low, though the high efficiency of an electric motor – up to 96% – partly compensates for this.

Admittedly, the range of an electric vehicle today is still not comparable with that of a combustion engine, but significantly expanded research efforts over the next few years will lead to further leaps in technology and enable greater ranges.
The weight of the energy storage component is the second factor that restricts range. Due to its low energy density, a battery to drive a car is approximately the size of a large suitcase, as well as being very heavy. To avoid having to increase the size of the battery further and thus making it even heavier, the development engineers are endeavouring to make the best possible use of the battery capacity available and to extend the range through such measures as systematic lightweight construction and intelligent strategies for battery charging and usage. Work is also being targeted at significantly reducing recharging times; at the moment, several hours of recharging time, and thus idle time, are still needed to fully charge an EV.
The development engineers in the BMW Group have recognised the areas in electromobility that remain to be improved and are working intensively on optimal, customer-friendly solutions. Extensive pilot projects in Germany, Great Britain and the USA are providing valuable information about the use and operation of e-vehicles, enabling the BMW Group to tailor them even more closely to customer needs in the future. As the first results of the MINI E trials show, the BMW Group is on the right track.
The BMW Group takes a holistic, future-proof approach.
Electromobility is an integral component of the company strategy, and the BMW Group has been systematically aligning its processes and structures accordingly. This can also be seen in its EfficientDynamics programme, which embodies the long-term aim of the BMW Group product strategy towards emission-free personal mobility. Measures being taken to achieve this target range from the standard EfficientDynamics technology package with optimised combustion units as well as lightweight design, aerodynamic and energy management measures, via various stages of electrification (hybrids), to completely CO2-free concepts such as electric and hydrogen-powered vehicles.
BMW is systematically aligning its processes and structures to electromobility.
In order to pass on the company DNA to electric vehicles as well, the BMW Group is itself developing the stand-out attributes of an electric vehicle, since it is the only way to create a product that lives up to the exacting standards of the BMW Group. The energy storage system, electric drivetrain and chassis are being developed within the BMW Group’s Research and Innovation network. Partners such as SB LiMotive in the field of power cell development, or SGL Automotive Carbon Fibers (SGL Group) in the development and production of carbon fibres and carbon fibre sheets, are contributing their own expertise to the development work of the BMW Group in order to drive forward personal mobility in the future as well.
BMW thinks beyond the product.
Electromobility also opens up completely new possibilities around the vehicle itself. Various services relating to the recharging of the electric vehicle are conceivable. For example, the BMW Group is already collaborating with energy suppliers to facilitate rapid and flexible access to “green” electricity. Intelligent charge control methods and remotely operated recharging are further possible ways of making e-mobility even more customer-friendly. Beyond this, the BMW Group is also thinking about mobility services on a broader scale, as well as intermodal links between different forms of transport to meet future mobility needs.
project i, launched in late 2007, is an initiative aimed at spearheading the BMW Group’s development of sustainable and pioneering mobility concepts. Its long-term goal is to drive forward the company as a whole through fresh thinking and concrete projects in the areas of production, development and sales.
“project i is the BMW Group’s response to the future challenges in the field of personal mobility.” (Martin Arlt)
A revolutionary approach to a revolutionary product.
The implementation of these goals requires not just new processes and technologies. For the BMW Group development engineers it means a complete critical reappraisal of automobile design as we know it. With project i, the BMW Group therefore created a think tank which is allowed – and encouraged – to work along unconventional lines. It transcends existing structures and consists of experts and “outside-the-box” thinkers from throughout the company. This small and efficient organisational unit is tasked with bringing together the requirements of sustainability, value creation and future viability in products and then implementing them in collaboration with in-house departments and suitable external partners. Within this focused environment the developers work independently, yet with the full support of experts drawn from the entire company.
The starting point for project i.
The BMW Group development engineers who embarked on project i were not starting completely from scratch, however. Their point of departure was intensive research into mobility issues and future customer requirements. From this the requirements for the future product quickly became clear: a vehicle that would combine maximum eco-friendliness – i.e. zero-emission operation – with modern urban mobility requirements. This vehicle has a name: the Megacity Vehicle (MCV). The overall project goal is maximum sustainability: from the production process, starting with the first supplier, through to component recycling at the end of the vehicle life cycle, sustainability based on the three cornerstones of eco-friendliness, economic efficiency and social compatibility must be the main process driver.
nd so the developers scrutinised all processes and components in the value chain, the outcome of this assessment forming the starting point for developing the Megacity Vehicle.
“In the two and a half years working on this project I have learned more than in the previous eight.” (Peter Ratz)
A convincing result.
The project has made the most of all available freedoms and all scope for “pushing the envelope”. The upshot is an integrated and sustainable mobility concept that represents one vision of how the BMW Group foresees personal mobility in the future. Due to the new powertrain and vehicle architecture, and the use of innovative materials, the production of the Megacity Vehicle has been partly simplified while at the same time demanding some entirely new production processes. To ensure an optimal result, the BMW Group’s expertise is complemented by strong partners like SB LiMotive (battery cell development) and SGL Automotive Carbon Fibers (carbon fibre and carbon fibre fabrics manufacturing).
The project i route – MINI E, BMW ActiveE concept and MCV.

The success story known as project i began in spring 2008 with the MINI E. It was also around this time that the project first came to the notice of a wider public. As the first e-mobility enabling project the MINI E not only set new technical standards, with an average driving range of 150 kilometres in everyday operation and maximum power of 204 hp; since then it has also been pioneering new ground as part of the BMW Group’s alternative drive development programme and as a step on the way to future CO2-free mobility. The aim was to hand the MINI E over to customers as soon as possible in order to gain valuable feedback from users about the performance of electric vehicles in day-to-day operation. Since mid-2009, selected customers have been taking part in large-scale MINI E field trials in the USA, the United Kingdom and Germany, and their experiences are actively contributing to the further development of CO2-free mobility.
The USA and Germany agree: electric mobility is suitable for everyday use.
Initial results from the trials in Berlin and the USA are extremely encouraging. The studies show that more than 90% of participants did not find that the average 150-kilometre driving range restricted their customary mobility patterns in any way. Nor did they find the charging times a constraint, contrary to customer expectations at the outset. Overall, driving patterns for the MINI E users have proved to be only marginally different from the driving patterns of comparable MINI Cooper and BMW 116i users. Moreover, all users emphasised the enjoyment factor involved in driving the MINI E. Far from being mutually exclusive, driving fun and e-mobility go hand in hand. The study data show that a Megacity Vehicle with a slightly longer driving range and more space would meet virtually 100% of city dwellers’ mobility needs.
BMW ActiveE concept.
The BMW ActiveE concept vehicle is a logical continuation of the BMW Group’s research and development work on electric mobility being carried out under project i. The electric motor specially developed for the first all-electric BMW has a rated output of 125 kW/170 hp and a rated torque of 250 Newton metres. Energy is supplied from the likewise all-new lithium-ion batteries, which give a driving range of approximately 160 kilometres (100 miles) in everyday use. The BMW ActiveE concept vehicle also has four seats and a decent-sized luggage compartment. The components of the electric powertrain were designed with the requirements of the MCV in mind, in which they are being trialled in a pre-production stage.
Based on the BMW ActiveE concept vehicle, which was unveiled in December 2009, the BMW Group will release a second electric vehicle fleet for customer testing in 2011. The aim of this field trial will be to acquire further knowledge about how well electric vehicles can meet everyday driving needs, and to gain more feedback on what customers want from their vehicle.
The Megacity Vehicle.
With the Megacity Vehicle (MCV), the BMW Group will offer an innovative solution for sustainable urban mobility which will be brought onto the market by 2013 and sold under a BMW sub-brand. The MCV has a newly developed drivetrain (ch. 3) and a revolutionary vehicle architecture (LifeDrive, ch. 4) that combines rigorous lightweight design with optimal space efficiency and maximum crash safety.
“In the future, leadership in the premium segment will belong to whichever manufacturer builds its products in the most efficient and resource-friendly way – and offers its customers the most advanced and exciting solutions for eco-friendly personal mobility. The BMW Group will continue this pioneering role in the future too.” (Martin Arlt)
Emission-free and dynamic – the new generation of propulsion systems.
The BMW Group is aiming to be the force behind the best drive systems of the future as well – drive systems whose efficiency, performance and smoothness set them apart from the competition, even if it is electricity rather than fossil fuels that are converted into propulsion. To this end, the BMW Group is vigorously driving forward technical developments in the field of electromobility. The BMW Group’s “electric power station”, its centre of expertise for electric drive systems, brings together development, manufacturing and procurement specialists under one roof. All their efforts are focused on the implementation of the new generation of drive systems.
Powering vehicles solely using electric power opens up totally new avenues in mobility. Electric vehicles not only offer a zero-local-emission and therefore eco-friendly means of transport, they are also convincing for their totally new and extremely agile driving experience. The BMW Group’s electric drive system for the Megacity Vehicle (MCV) generates well over 100 kW. But the stand-out attribute is that the driver can already use the motor’s full output when pulling away – rather than having to wait for the power to build up through the engine revs, as with combustion engines. The ability to drum up peak torque from a standstill imbues electric vehicles with an exceptional level of agility and provides eye-catching acceleration. The high usable rev count of 12,000 rpm also enables uninterrupted torque delivery across the full rev range. It means that an electric vehicle can sprint from a standstill to its top speed in just a single gear.
“Electromobility is by no means a disclaimer on wheels. Electric vehicles are genuinely enjoyable.” (Patrick Müller)
Powerful and compact – the drive components.
A vehicle powered by an electric drive system offers more than just a rewarding driving experience. The electric motor also boasts a greater power density than a combustion engine – i.e. it generates the same power but takes up less space. Plus, there is no additional powertrain or complex air intake system to be fitted in, which means the compact drive assembly can be integrated neatly into the vehicle architecture. However, the size and weight of today’s energy storage units offset this advantage: electric vehicles require a dedicated area to house the relatively large energy storage system. Vehicles that have been converted from combustion-engine to electric drive are therefore no more than an interim solution and do not represent a sustainable solution to the issue of drivetrain electrification.
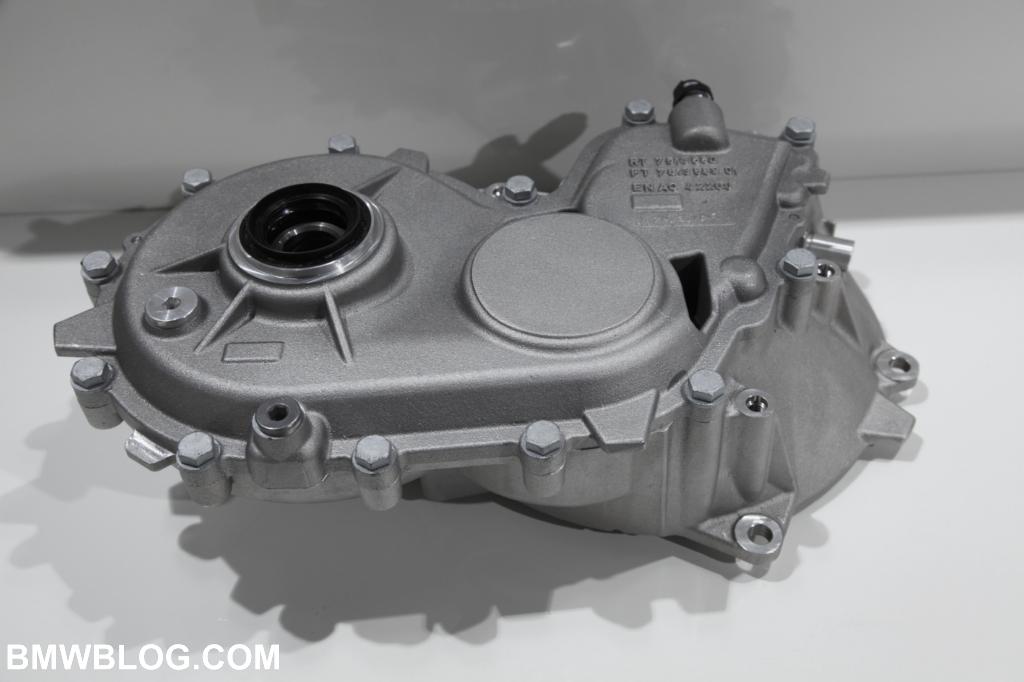
Electric heartbeat – the motor.
The electric motor with its associated power electronics is the heartbeat of the electric drive system. It converts electric energy into propulsion. In simplified terms, the latest-generation electric motor from the BMW Group consists of a tubular stator fixed to the casing and a rotating cylinder inside the stator (the rotor). The rotor is connected to the gear assembly and, through this, to the driven wheels. Inside the stator are coils in which a magnetic field is generated through current flow. On the rotor, meanwhile, are one or several magnets with fixed polarity. Switching on the current causes the south pole of the magnetic field generated in the stator to attract the north pole of the rotor magnet.
However, before the north pole of the rotor reaches the south pole of the stator, the south pole is switched onto the next phase. As a result, the rotor also continues to turn and “chases” the alternating magnetic fields produced by the stator. Through its rotational movement the rotor transfers the mechanical energy required for propulsion. The fundamental ingredient in a functioning electric motor when it comes to providing optimum performance is the correct rotation of the magnetic field around the stator. This important task is carried out by a special power electronics control unit, which ensures the rotating field is switched at the desired speed and with the necessary field strength. In this way it ensures that the rotor spins at the required speed and delivers the desired torque.
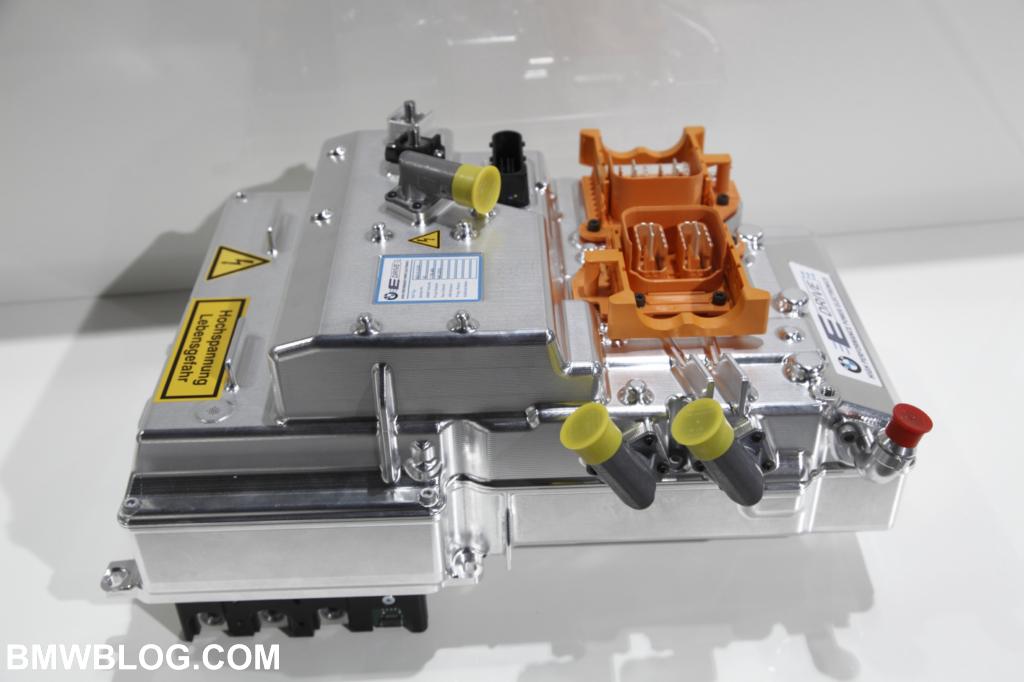
The battery – the electric vehicle’s “fuel tank”.
An extremely strong electric current is required to drive the motor of an electric vehicle. Currents of up to 400 amperes are activated for each phase, which equates to roughly 25 times that of a domestic power outlet. At up to 400 volts, voltages are also almost double those of the conventional power supply of everyday devices. A large number of battery cells connected in series and divided into smaller modular units are used to store this energy and make it available as required. The paramount consideration in the development and design of the energy storage device and the vehicle’s high-voltage system is to guarantee the safety of occupants. Numerous safety measures are therefore in place for the energy storage and high-voltage system to ensure optimum protection of passengers. Comprehensive validation tests demonstrate that all legal and internal crash safety requirements are met.
Challenges for the future.
The future of electromobility lies above all in the ongoing development of energy storage systems. For this reason, the BMW development engineers are working intensively on ways of making them more compact and lighter, and at lower cost. However, the primary focus is on carrying as much energy as possible on board to give the vehicle a long range.
The energy density of the energy storage system in the electric vehicle has not yet reached levels comparable with that of a full tank of conventional fuel. A battery with 22 kWh contains energy equivalent to approximately 2.5 litres of premium unleaded petrol – and the distances possible in electric cars are currently much less as a result. Having said that, an electric motor has an efficiency level of up to 96%, much higher than a combustion engine, which is capable of 40% at best. So an electric vehicle with only this small amount of energy on board will take you much further than a similarly powered vehicle fitted with a combustion engine. This extraordinarily high level of efficiency means that the distances possible in an electric vehicle are already sufficient for 90% of customers, making the vehicle fully suited for everyday use. This is corroborated by the results of the usage studies with the MINI E.
However, the central question remains: how can range be further extended? The developers are pursuing two directions here. The key is to minimise vehicle weight through the application of lightweight design principles wherever possible and the intelligent use of materials (see also ch. 4). This is also applied to the drivetrain wherever possible. Increasing the battery capacity is another conceivable option, though a larger battery would add weight to the vehicle, in turn reducing the range. As a result, the BMW engineers are looking at ways of exploiting the available battery capacity as effectively as possible. There are two ways of achieving this: on the one hand, the batteries are discharged as far as possible. On the other, intelligent charge control techniques, need-based battery temperature control and efficient operating strategies help to minimise energy consumption while on the move. That includes measures for the efficient use of heating / climate control, lighting and infotainment systems. However, the longer-term future lies in the further development of energy storage devices to increase energy density.
Range extender – small engine, long range.
One particular approach to increasing the distance the vehicle can cover comes in the form of a range extender. Here, a combustion engine produces electricity via a generator in order to charge the battery during a journey or maintain it at a constant charge. This could add a considerable distance to the vehicle’s range. With a full-size electric motor already fitted, this combustion engine only needs to be relatively small. With output of 20 to 30 kW, the range extender would supply enough energy to fulfil the customer’s driving requirements. The moderate output of the combustion engine, moreover, means relatively low levels of fuel consumption. Although the range extender is a thoroughly conceivable short-term answer to the issue of increasing vehicle range, the BMW Group development engineers are focusing firmly on the further development of battery technology. With energy storage system technology for vehicles gaining in momentum, we can look forward to further significant advances in development.
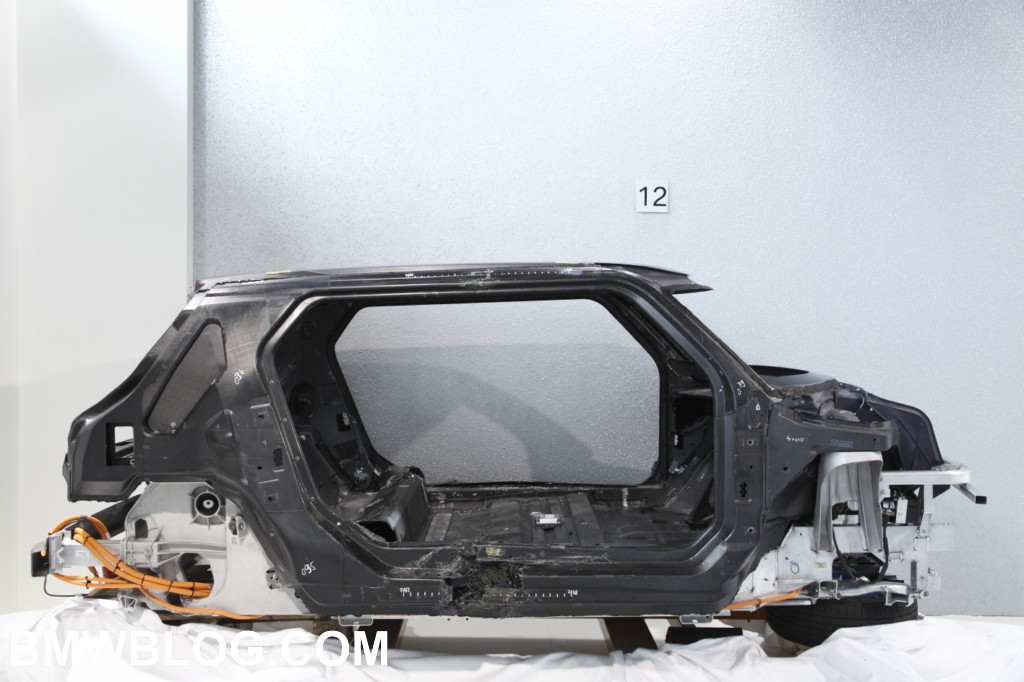
The electrification of a vehicle requires new concepts for the vehicle architecture and body design in order to fully exploit the potential of e-mobility. So how does a functional and effective body construction for an electric vehicle shape up? With the revolutionary “LifeDrive” concept the BMW Group engineers have completely rethought the vehicle architecture to adapt it to the demands and realities of future mobility. They created a body concept which is squarely geared to the vehicle’s future purpose and area of usage and which offers innovative use of materials.
Similarly to vehicles built around a frame, the LifeDrive concept consists of two horizontally separated, independent modules. The Drive module – the chassis – forms the solid foundation of the vehicle and integrates the battery, drive system and structural and basic crash functions into a single construction. Its partner, the Life module, consists primarily of a high-strength and extremely lightweight passenger cell made from carbon fibre-reinforced plastic (CFRP). The use of this high-tech material on such a scale is unprecedented. With this innovative concept the BMW Group lends a totally new dimension to the areas of lightweight design, vehicle architecture and crash safety.
Lightweight design makes a weighty difference.
For a vehicle powered by an electric drive system, lightweight design is crucially important because, alongside battery capacity, weight is the key limiting factor when it comes to the vehicle’s potential range. The lighter a vehicle, the longer the distance it will be able to travel – simply because the electric drive system will have less mass to move. However, the drivetrain of an electric car is almost 100 kg heavier than that of a vehicle with a combustion engine, full tank included. That is primarily down to the weight of the battery. To compensate for this, the BMW Group is working rigorously on the application of lightweight design principles and the use of innovative materials. By using the optimum material for each component, depending on the requirements and area of usage, the BMW Group engineers have managed to ensure that the heavy battery barely carries any weight, so to speak.
CFRP in body construction.
CFRP plays a pivotal role in weight saving. The large-scale use of this material, as in the LifeModule, is unique in volume car production to date. While it is at least as strong as steel, CFRP is approximately 50% lighter. Aluminium, on the other hand, would save “only” 30% in weight terms over steel. That makes CFRP the lightest material that can be used in body construction without compromising safety. A further benefit is that it is extremely corrosion-resistant and does not rust, giving it a far longer lifespan than metal. Furthermore, it retains its integrity under all climatic conditions.
Lighter means safer.
In addition to lightweight design, passenger safety also played a major role in the development of the LifeDrive concept. The combination of aluminium in the Drive module and the CFRP passenger cell in the Life module exceeded all expectations even in the initial testing phase, and clearly showed that lightweight design and safety are not a contradiction in terms.
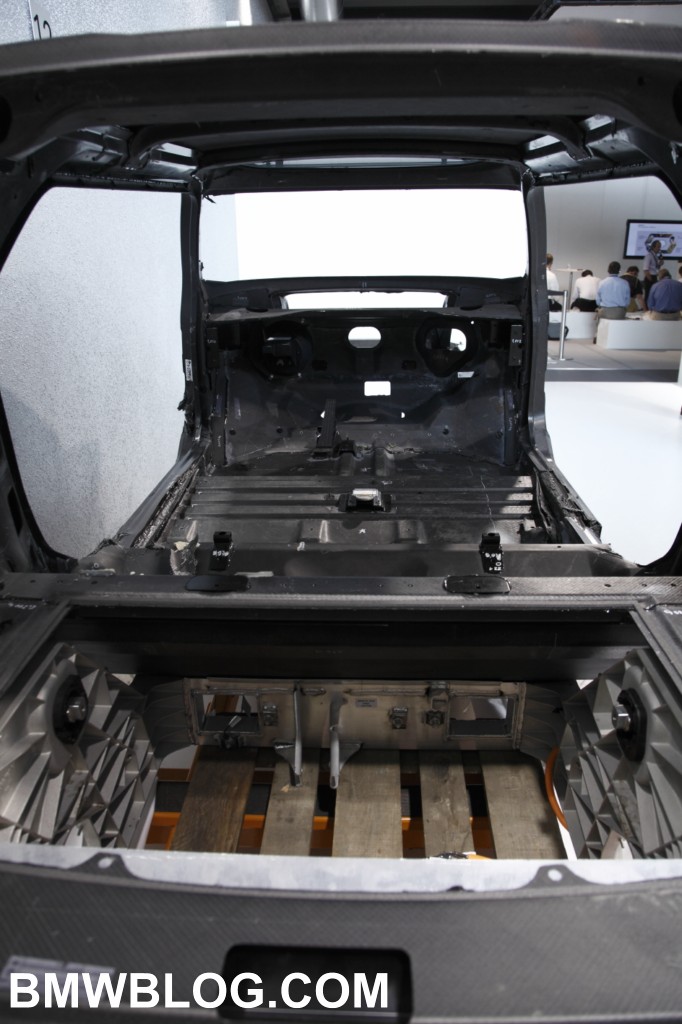
As in a Formula One cockpit, this exceptionally stiff material provides an extremely strong survival space. Pole impacts and side-on collisions, in particular, highlight the impressive safety-enhancing properties of this extremely rigid material. Whereas metal constructions require large crumple zones, special deformation elements in the CFRP structure allow a maximum amount of energy to be absorbed within a minimum space. And despite the heavy, in some cases concentrated forces, the material barely sustains a dent.
For enhanced safety in front and rear-end collisions, there are crash-active aluminium structures in the front and rear sections of the Drive module. The battery, meanwhile, is mounted in the underbody section of the car to give it the best possible protection, since this is the area that suffers the least deformation in the event of a crash. In a side-on collision the battery also benefits from the crash properties of the Life module, as it absorbs all the impact energy and stops it from reaching the energy storage device. All in all, the high-strength CFRP passenger cell teams up with the intelligent distribution of forces in the LifeDrive module to lay the foundations for optimum occupant protection.
Advantages of LifeDrive.
In this revolutionary vehicle architecture, the LifeDrive concept addresses all the requirements of e-mobility and integrates the large, bulky battery and compact electric motor into an impact-resistant structure. But it becomes evident how much more lies behind the LifeDrive concept than “merely” a modern, lightweight and safe body concept when you consider not only the product itself but also the production processes associated with it. The vehicle’s frame construction is extremely practicable when it comes to the production of moderate unit figures, while its new architecture opens the door to totally new production processes which are both simpler, more flexible and use less energy.
5. CFRP – a material for the future.
Carbon fibre-reinforced plastic (CFRP) almost defies comparison with conventional materials. This unique composite material exhibits a unique combination of positive properties. It consists of a carbon fibre that is embedded in a plastic matrix (resin). That makes it extremely stable, yet at the same time very lightweight. For equivalent or even better functionality, CFRP is approximately 50% lighter than steel. It is also resistant to corrosion, acid and organic solvents, giving it a much longer useful life than metal. In addition, CFRP remains stable under all climatic conditions, showing very little change in shape even when exposed to large temperature fluctuations.
Beyond this, CFRP has remarkably good energy-absorbing capabilities, making it very damage-tolerant. It is the lightest material that can be used in vehicle body manufacturing without concessions on safety. The secret of this high-strength material lies in the carbon fibre, which is extremely tear-resistant, giving it very high strength along the grain. This special quality means that the stress resistance of components can be optimally matched to the loads they will actually encounter in practice. As in nature, where bones or plants use thicker structures only where really necessary, so the BMW Group engineers likewise tailor the quantity of fibres used and align them in the direction or directions along which loads will be exerted. The component is thus custom-designed for its future requirements, as well as being extremely lightweight.
Technological expertise in the BMW Group.
Thanks to intensive material and process engineering efforts over the past ten years, the BMW Group has built up a high level of expertise in CFRP-specific production processes, efficient tooling solutions and optimised cycle times. The BMW Group’s specialists have steadily refined and automated the CFRP production process at the Landshut plant so that, for the first time, it is now possible to mass-produce CFRP body components cost-efficiently and to a high quality standard. As early as 2003, the BMW Group introduced a new-generation CFRP series production system that is ultra-modern and has very short cycle times.
From fibre to fabric.
The starting point for CFRP production is the so-called precursor, a polyacrylonitrile fibre that is also found in fleece textiles. In a complex, multi-stage process, conducted under varying temperature and pressure conditions, the constituent elements of the fibre are removed one by one, by gasification, eventually leaving a fibre just seven microns thick and consisting of virtually pure carbon with a stable graphite structure. At 0.007 millimetres, the diameter of the fibre is about a tenth that of a human hair. For automotive application, approximately 50,000 of these individual filaments are bundled into so-called rovings or heavy tows, which are also used in large rotor blades for wind turbines. The fibre bundles are subsequently processed into special non-woven fabrics. Weaving would kink the fibres and detract from their special properties. The specific alignment of the fibres in the same plane is crucial to achieving the optimal attributes of a CFRP component.
Preforming and preform joining.
At the so-called “preforming” stage, the custom-cut but still flat fabric begins to acquire a three-dimensional shape. Several of these preformed stacks can eventually be joined to form a larger component. In this way CFRP can be used, for example, to produce highly integrated components with a large surface area, which would be extremely cumbersome to manufacture from aluminium or sheet steel. The BMW Group has acquired valuable expertise over the years to render the still flexible fabric sufficiently manageable so that the preforms maintain a stable shape and can be joined with maximum precision.
High-pressure resin injection with Resin Transfer Moulding (RTM).
The preformed stacks are now ready for the next stage in the process: resin injection, or impregnation. Only through bonding the fibres with the resin, and the subsequent hardening process, does the material achieve its rigidity, which is key to its outstanding qualities. The resin transfer moulding (RTM) process involves high-pressure injection of resin into the preforms. The impregnation of the fibres by the resin is a highly complex process full of conflicting requirements. For example, on the one hand the resin must reach every area of the material with minimal delay, impregnating every fibre right down to microscopic level. On the other hand, as soon as it has impregnated all the material, the resin needs to harden as quickly as possible. In addition, a release agent is required that will allow the resinated components to be parted from the moulding tools without the components being damaged – yet without affecting the bonding between the fibre and the resin. Resolving all these conflicting requirements simultaneously is a highly complex task. The BMW Group has developed its own process, moulding tools and production equipment to resolve these conflicts and to ensure high productivity combined with very high quality.
Final processing – a water jet cutter applies the finishing touches.
After resin injection and hardening, all that remains is the finishing work such as precise contour cutting and the insertion of any further openings that may still be required. At BMW Group plants this finishing work is performed by a water jet cutting machine since the finished CFRP component, following resination, is already very stiff and robust. By contrast with ordinary milling heads, water jet cutting and drilling are wear-free. To ensure optimum results, the experts have specifically honed the technique for processing CFRP.
Recycling and renewable energy sources.
The BMW Group’s CFRP strategy extends beyond the life cycle of the product. Over the course of its intensive work with the material, it has developed a concept for recycling segregated production waste into commercial-quality raw material. This system, which is the first of its kind in the world, allows a substantial proportion of carbon fibre waste to be returned to the production process. Thanks to a special refining procedure, the resulting material can even be used as a substitute for primary fabric. BMW’s CFRP strategy is ecologically sustainable not just with regard to recycling but also in terms of production. For example, the Group is committed to ensuring that the new plant in Moses Lake, USA, operated by the joint venture with SGL ACF (Automotive Carbon Fibers), obtains its energy exclusively from renewable sources. The plant will also set standards for energy efficiency.
Cradle-to-grave approach for optimal results.
The developers and CFRP experts have continuously improved all processes, materials, production equipment and tools over the past ten years, thereby ensuring a successful ramp-up to mass production of CFRP components. Throughout, the CFRP experts focused on the complete process and value chain. The BMW Group is currently in a unique position in that it is able to influence all processes in this chain, from fibre production to recycling. It is the only way of ensuring that the high quality and process standards are met.
Through the systematic development of the processes, production equipment and workforce with the sustainable goal of (mass) series production, the BMW Group has achieved a unique level of technical expertise. That is because the BMW Group sees CFRP not simply as a niche application, but as a pioneering technology for automotive design in general.
“For us, CFRP is a material for the future.” (Norbert Reithofer)
[Source: BMW]