Our friends over at Jlevi StreetWerks are sharing with us their experience and photos from their trip over at the Vorsteiner facility in Southern California. If you’re interested in car modding and are fascinated about carbon fiber, the article below is quite instructive.
“Recently, I had the pleasure of visiting Vorsteiner at their new location in Southern California. They have finally completed their move into a much larger facility, allowing them to increase manufacturing and inventory capacity.
I’ve visited Vorsteiner a number of times. This time, however, I brought my camera with me. I thought it would be cool to share the photos I took. I will do my best to explain what is going on in each photo, to the best of my understanding.
Table of Contents
I. Front Office
II. GTRS3 In the Flesh
III. Warehouse & Product Detail
IV. Factory
I. Front Office
As you would expect of a company full of perfectionists, Vorsteiner’s front office is beautiful and tastefully laid out.

II. GTRS3 In The Flesh
Getting picked up at the airport in a 15 foot wide supercharged M3 was pretty awesome. I’ve ridden around in Lamborghinis and Ferraris, but never had so many people stare at me before… I know you’ve all seen the press images of this car, but I wanted to grab some more quick shots before it is gone forever (to Saudi Arabia).


III. Warehouse & Product Detail
It’s no secret that lead times have been a big problem with Vorsteiner over the last year. Their old facility just didn’t have enough room to swing a dead cat, much less more than a few hoods at once. Thus I was very pleased to see that production has ramped up – a lot. So much, so, that they have almost half of their back-office real estate cordoned off as a warehouse, complete with pallet racks full of beautiful goodies. I figured nobody really wants to see orange racks with big balls of bubble wrap (That’s about all you can make out), but fortunately some of the warehouse workers were kind enough to unwrap a bunch of parts for me to photograph.

*This is a GTS3 Front Bumper, for the E92 M3. This part is 100% Pre-Preg Carbon Fiber, made in the Autoclave. It is UV gloss-coated and ready to ship (or at least it was, before I made them take all the bubble wrap off… sorry dudes)

*DVWP Parts are made in a similar fashion, using the autoclave. These DVWP parts come primed and ready to paint. No prep work necessary. This cuts down on installation costs… A lot!

*E92 M3 GTS3 Front Bumper, this time in DVWP, made in the Auto-Clave. In person, it’s baby’s-butt smooth and looks like an OEM piece.

*Close-up of Vorsteiner’s Pre-Preg, Auto-Clave produced bootlid for the E92 in their new Matte Finish.

*Above bootlid, further back

*Pre-Preg, Autoclave made E92 M3 Diffuser, Type 2. Vorsteiner has made two improvement on the tabs that allow the OEM plastic grommets to sit perfectly.

*M6 Decklid spoiler in Gloss Carbon. The final production piece look like OEM without an opening at the bottom like the OE BMW Part. It’s hollow, but you can’t flex or bend it like the OEM ones.

*Me, holding up a V104 19″ in Textured Gunmetal finish. The 19″ wheels weigh around 19.5lbs depending on width.

*Close-up of an M3 front spoiler. You guys have all seen this. *Here, I’m actually holding it up with 1 finger. (Don’t be impressed though. It doesn’t even weigh 7 pounds.)

*Full package for an E92 M3, getting ready to ship to a lucky customer

IV. Factory
Vorsteiner is secretive about their production process – for good reason. It is this production process that makes their parts superior quality, strength, fitment, and weight. Nonetheless, here is an overview.

*This is a NoMex Honeycomb sandwich core. It sounds like a delicious dessert, but in reality, it is a high-tech material used in aerospace and formula 1 racing. NoMex makes the components extremely rigid, while maintaining incredibly light weight. It’s also UNBELIEVABLY expensive. Vorsteiner uses NoMex Honeycomb in a number of their products including hoods and rear wings to maximize structural rigidity.

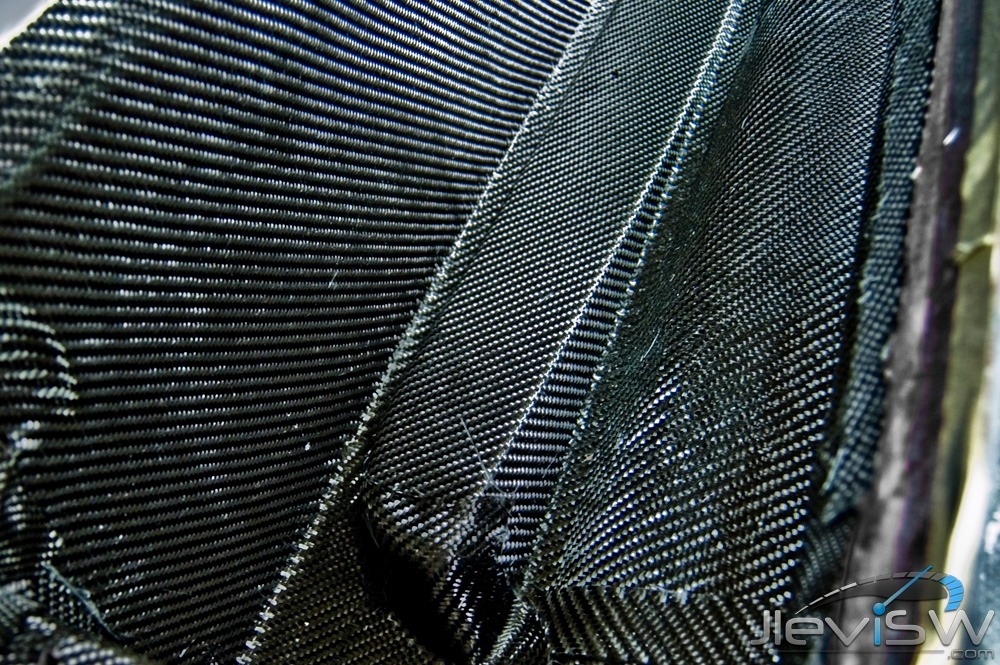
*This is what pre-preg carbon fiber looks like in it’s raw form. Pre-preg carbon is impregnated with the resin so there is no brushing of epoxy required. *This process prevents the weave from getting stretched or condensed and prevents excess resin from ruining the end product. This has drastically reduced rejection rates, significantly improving delivery times.

*This is raw uni-directional carbon fiber used in certain areas of their parts where extra strength is required.. If you thought normal carbon fiber was expensive – think again. Uni-directional carbon fiber is far and away one of the lightest carbon fiber materials on the market, aside from nanocarbon.

*This is the top portion of a bootlid, inside of a vacuum bag, being loaded into an autoclave. The hose there is sucking out all of the air, creating pressure on the pre-preg carbon fiber sheet, and forcing excess resin to the periphery. The fuzzy white stuff on the right hand side is called breather-fabric used in the auto clave process.

*Here’s a bootlid a little further along in the process, ready to come out of the autoclave (which is why we’re able to take pictures of it… I’m not fireproof, sorry guys). The vacuum hoses have been removed, but you can still see the 4 hoses on the bottom. They’re not connected to the bootlid itself, they’re connected to the under-tray. These don’t vacuum air out; they pump nitrogen in. The autoclave must be further pressurized during the extreme heating process (which cures the resin already present in the fiber), and using nitrogen prevents combustion. It’s a safety thing.

*This is the top half of an X6M hood, waiting for vacuum bagging. The top half is made independently from the bottom half, and they are fused together later. This is similar to how the McLaren F1’s body was made in many pieces and fused together later in the process.

*Here you can see how perfectly the weave is laid in the mould for the X6M hood. This is a painstaking process, because if they screw up the weave, that piece of ultra-expensive carbon fiber is ruined. They have to use it for inner-pieces of another part, because cosmetically it’s damaged. (Vorsteiner is really serious about eco-friendliness, and they don’t waste if they can avoid it).

*This is how parts look when they come out of the mould. Still a lot of finishing to be done before they’re perfect. This specific part is a helmet for famous pro-skater Bucky Lasek.
*The inside of Bucky’s helmet is Kevlar which is much more flexible and pliable than Carbon Fiber. *Reinforcing with Kevlar protects Bucky, in the same way a Kevlar vest protects police officers.

*The thing about Kevlar is, it’s really hard to use. It doesn’t like to bond or adhere to anything, even carbon fiber. For this reason, in automotive, where you aren’t directly protecting a human body inches away, they usually use carbon kevlar. This is 50% carbon, which allows the composite to laminate and adhere easier, and 50% Kevlar, which gives you some of the benefits of Kevlar.

*At this stage in the game, some parts are rejected. I actually couldn’t figure out what was wrong with this part, but Vorsteiner’s quality control people showed me. The weave is bunched. Sometimes, if this happens to a hood, Vorsteiner will primer the carbon fiber and offer it at the DVWP price to a customer who wants light weight but doesn’t want to see carbon fiber. In the case of a diffuser, where everyone wants carbon fiber, the part is destroyed. Their motto is, after all, “Perfection Does Not Compromise”…

*This is the grinding room, with an E46 M3 Cabriolet bootlid that has just come out of the mould and had the vacuum bags removed. They have done their job: all of the excess resin has been forced away from the part. Now, all that has to be done to remove it is some simple grinding.

*Another thing that happens in the grinding room is cutting and grinding the holes necessary for your car. This M3 hood, for example, needs the holes cut for the OEM hood vents, as well as the holes for the slats of the aftermarket vents. That happens during grinding. It is done painstakingly by hand.

*Once grinding is complete, the parts head into the paint booth. There, they get either a glossy or a matte clear coat, which makes them look better and protects them from UV rays.

*This hood got the matte treatment

This concludes the tour of Vorsteiner facilities in Souther California, a must-see place for any die hard BMW fan.



















[Source: Jlevi StreetWerks ]




















































